新能源电池氦检设备应用方案
行业背景:新能源电池质量控制的关键挑战
在动力电池生产过程中,壳体焊接、液冷板组装、电芯封装等工序均对气密性提出严格要求。传统的压力衰减法、气泡法等检测方式存在灵敏度不足、无法量化微小泄漏、检测周期长等问题,难以满足新能源汽车对电池包长寿命(8-10年质保)和高安全标准(IP67/IP68防护等级)的需求。
氦质谱检漏技术凭借其极高的灵敏度(可检测10⁻¹²Pa·m³/s级别泄漏)和定量化检测能力,已成为动力电池制造领域质量控制的主流技术方案。
技术需求:动力电池氦检测流程与原理
动力电池的氦检漏测试通常遵循以下技术流程:
① 充氦准备:将待测电池包或液冷板放置于充氦室,通过控制系统注入一定浓度的氦气示踪剂,使其充满内腔或管路系统。
② 真空环境建立:将充氦后的工件转移至真空箱内,通过真空泵系统将箱体抽至设定的真空度(通常为10⁻¹至10⁻³Pa级别),消除大气背景干扰。
③ 质谱检测:氦质谱检漏仪通过质谱分析技术,选择性捕捉从工件泄漏点逸出的氦分子,将氦气浓度信号转换为漏率数值,实现定量化测量。
④ 数据判定与记录:PLC控制系统自动比对检测数据与预设阈值,输出合格/不合格判定结果,并将完整数据上传至MES系统实现质量追溯。
⑤ 氦气回收:检测完成后,通过氦气回收系统将真空箱及工件内的氦气收集回充氦罐,实现循环利用。
以上流程的关键在于氦气作为示踪介质的独特优势:分子直径小(0.2nm)、化学性质稳定、不与电池材料发生反应,且在自然大气中含量极低(5.2ppm),可有效降低背景噪声干扰。
产品方案:湖北锐诚真空科技氦检系统集成方案
汽车液冷板、散热器氦检漏系统 是湖北锐诚真空科技有限公司针对新能源电池热管理部件开发的自动化检测装备,该系统将氦质谱检测技术与工业自动化控制深度整合,形成完整的质量控制解决方案。
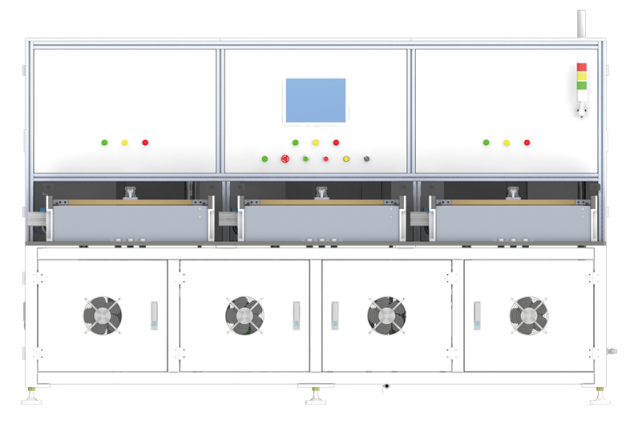
系统架构组成:
定制化真空箱体:根据电池液冷板、散热器的外形尺寸设计内腔结构,配置自动密封装置,确保抽真空过程中的气密性
箱内自动化机构:集成滚筒传送系统与工件定位机构,实现工件的自动进出与姿态调整,支持24小时连续作业
氦质谱检漏仪:采用全无油干式系统设计,避免油蒸气对检测结果的污染,具备自动校准氦峰、零点自动调节、量程自动转换等功能
充氦回收系统:在检测前后分别完成氦气的高效充注与回收,氦气循环利用率可达95%-98%
PLC控制系统:通过触摸屏操作界面实现检测流程的自动化管理,支持远程监控与数据实时上传
工作流程集成:工件通过自动化输送线进入真空箱→箱内滚筒定位→自动启动抽真空程序→氦质谱仪开始检测→PLC系统判定结果→合格品/不合格品分类输出→氦气回收系统启动→设备复位进入下一循环。
整套系统通过硬件设备与自动化控制的深度集成,将单次检测周期控制在2-5分钟(视工件容积而定),可满足动力电池产线的节拍要求。
价值分析:成本控制与生产效率的双重提升
--- 运营成本明显降低
传统氦检方案中,氦气作为稀有气体(大气含量5.2ppm)的采购成本占据检测费用的60%-70%。通过集成氦气回收系统,单条产线年可节省氦气采购费用15-25万元(按年检测20万件、单件耗氦0.5升计算)。
--- 实现无人化连续生产
箱内自动化机构与PLC控制系统的组合,使设备具备24小时自主运行能力。相比人工操作的吸枪检漏法,单班次可减少2-3名操作人员,同时消除人为因素导致的漏检风险。
--- 检测精度提升3-5个数量级
传统压力衰减法的检测下限约为10⁻⁷Pa·m³/s,而氦质谱检漏技术可检测至10⁻¹²Pa·m³/s级别,能够发现微米级焊接缺陷或材料微孔,有效降低电池包在使用周期内的失效风险。